
TPUのリトラクション条件出しの実験(番外編 gcodeの編集)

TPUの条件出しのために、多くの条件でプリントするためにデータをスライスしてはプリントする、を繰り返していました。残念ながら、Prusaslicerで個別条件領域を追加して一気に複数の条件でプリントすることができませんでした。なので、複数の条件でスライスし、そのgcodeを結合することとしました。この編集を目的にpythonの学習を始めたのですが、実現するのはいつのことになるか。秀丸エディタを用いており、秀丸エディタ上でのマクロを作ったとしても私しか使わないだろうなと思い、躊躇しています。
実験条件
目的:TPUのリトラクション条件出しのためのgcodeの結合
実験日: ~2022年6月12日
実験環境: 3Dプリンタ Prusa Mini+
ノズル:0.4mm
ノズル交換時期:2022年12月8日(0.4mm)
フィラメント: Polymaker TPU95
Prusaslicerでのスライス
FoxyLadさんのモデルを拝借しました。
Prusaslicerに位置を変えて並べました。8つの条件で試験することを目的にしています。8つの条件を一つ一つ変えながらスライスし、8つのgcodeを得ました。この時は、リトラクション長を0mm~7mmに1mmステップで変更しています。
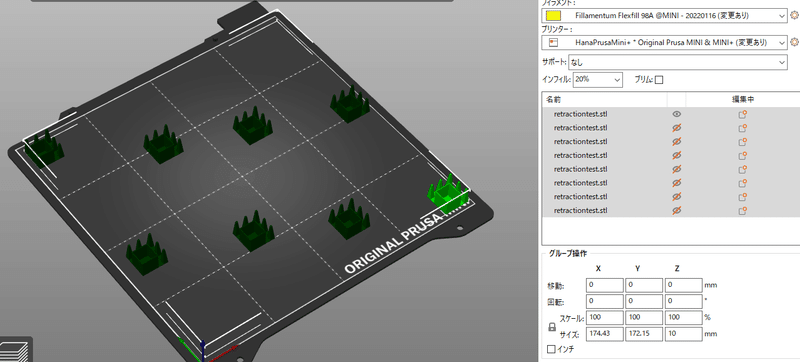
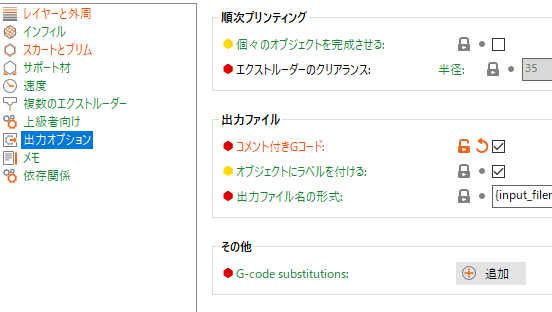
後の作業のために、スライスするときにコメント付きGコードにチェックを入れておく必要があります。
gcodeの編集方針
1つ目のファイルをマージファイルとします。ファイル名を出力ファイルに変更します。初めに表示されるイメージが入っていますが、そこは無視することにします。
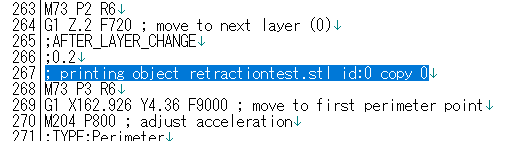
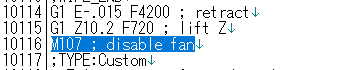
プリントに関する開始地点を探します。今回は、”retractiontest.stl”を利用しています。引っ張ってくるデータから、”; printing object retractiontest.stl id:0 copy 0”の行から”M107 ; disable fan”の前の行をコピーしして、マージ先ファイルの”M107 ; disable fan”の前に追加します。この時に、”G1 Z.4 ; lift Z”をコメントアウトします。理由は、プリントしたうえでノズルを下げてしまいますので、プリントしたオブジェクトをつぶし、そのままノズルを次のプリント場所に動かそうとしてしまいます。
2を繰り返します。この時には7回繰り返しました。
実際のコードを示します。青地の部分が今回引用した文字列です。
gcodeにはレイヤーごとに”printing object retractiontest".stl"が入っていますので、一番初めの記述を見つけ、あとは無視する必要があります。

以下に、元の8つのファイルとマージ後のファイルを参考のために張り付けておきます。
こちらがマージしたファイルです。
印刷温度の変更
gcodeファイルにある、
M104 S235 ; set extruder temp
M109 S235 ; wait for extruder temp
を探しました。キーワード検索で"temp"をキーワードとして設定しました。
S235は235℃どいうことですので、これを所望の温度に変更します。
この記事が気に入ったらサポートをしてみませんか?