Prusa Mini+ Linear Advance

Prusa日本フォーラムで、Torarinさんが角付近のふくらみについて質問を寄せられていました。最近私もseamの品質が気になっていて、関係あるかなと思いいろいろトライしましたので記録として残します。
目的と試験方法
目的:Seam品質向上
実験環境: 3Dプリンタ Prusa Mini+
ノズル:0.4mm
ノズル交換時期:2021年12月8日、
途中から新ノズル(2022年3月25日)
フィラメント: Overture PLA white
今回、Torarinさんの課題と私の課題が同類のものでは?という仮説の元に実験をしました。こちらを参考に、試行を組み立てました。
仮説1 シームの影響
初めに、Torarinさんのおっしゃる問題がSeamの影響ではないかとiwaoさんから提案がありました。

私も同様のことを感じていて、seamをランダムにしたときには(設定を忘れていた)、角がピンとしているのに対して、整列にすると角付近が緩んでいたように感じました。それを確認するために、20mm角のキューブを
① シーム裏側
② シームランダム
③ シーム整列
④ シーム近傍
の4パターンでプリントしました。
スライス結果がわかるように後ろ側からスライス結果を見たものがこちら。①は裏側(画像の手前)、②はシームがランダムに、③はシームが角に、④は近傍ということで、複数の角に集まっています。

プリントしたものがこちら。①は裏(上)側にシームが集中、 ③は右上角に、④はそれぞれの角にシームが散らばっています。


①は明らかに、2つ目の写真の上側にシームが見えています.③は1枚目の写真でいうと右側の面を上に配置しています。この部分が最もたるんでいるように見えたからです。
スライスをもう少し詳しく見ていきます。こちらが③のスライス途中となります。右下角がシーム部分となります。プリントはシームに向けて左から右に進み、シームがあり、別の場所に飛ぶことになります。すなわち、シーム箇所でいったん止まります。もしかしたらこれが原因なのではないか、と思いました。そういえば、torarinさんもリニアアドバンスについて言及されていました。

仮説2 スピードの変化によるノズルからの吐出量の変化
リニアアドバンスを試してみることにしました。
こちらに示されている画像が、まさにtorarinさんがきにされているたわみではないでしょうか?
https://teachingtechhyt.github.io/calibration.html#linadv
リニアアドバンスの設定に際し、参考にしたのはこちら。非常にわかりやすく説明されています。
そういえば、以前Prusaのサイトでリニアアドバンスについての情報を見たことがあります。
MK3のキャリブレーションファイルはありましたが、Miniのキャリブレーションファイルが見つからず。PrusaPrintサイトで探してみました。こちらにありました。
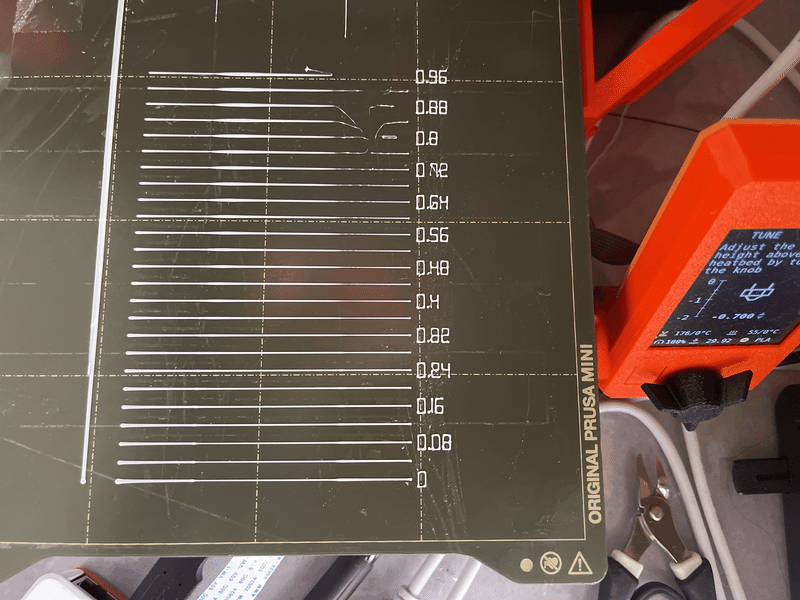
これを使用してプリントしてみました。結果はこちら。ヒートベッドへの定着がいまいちです。でも、初期値である0.2からそれほどずれていないことがわかります。0.2か0.4で迷うところですので、もう少し細かく見ることにします。

実は、ここでノズルを交換しています。ファーストレイヤーへの定着が悪くなったためです
今回のノズルは3か月以上持ちました。ほぼ毎日プリントしている割に、持ったと思います。
こちらのサイトで細かく設定するためのgcodeファイルを作成します。
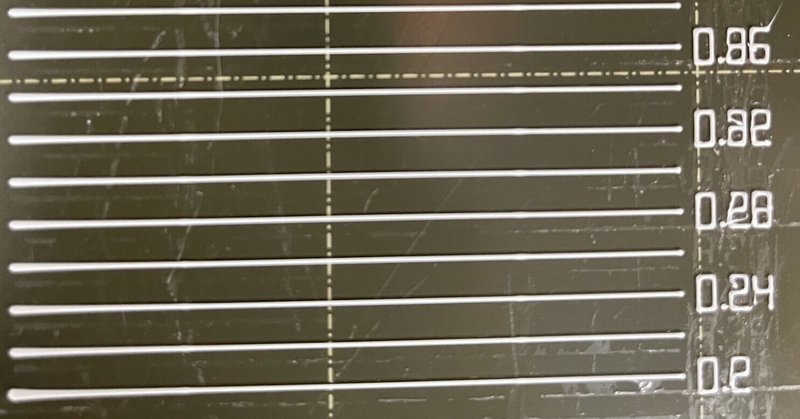
わけわからずいろいろ失敗したので(ファーストれーやーキャリブレーションで調整した値がふっとんだり)、念のため設定値をこちらに記載しておきます。0.2~0,4を0.02ステップで見れるように設定したものになります。

プリントした結果がこちらです。ほとんど変化ありません。できるだけ小さい値とすべきということで、そのままとします。

仮説3 Eステップの不良
次に考えられるとすると押し出し率の不良でしょうか。こちらを参考にしました。
示されている手順に従います。
まずは、現状値を認識します。
M92
をOctorapseのターミナルで打ち込みます。
すると、
Recv: echo: M92 X100.00 Y100.00 Z400.00 E415.00
と帰ってきます。すなわち、エクストルーダーのEstepは415ということがわかります。
次に、フィラメントのチューブの端からの長さが12cmとなるところにマジックでしるしをつけます。
次に、Octorapseのターミナルで以下の通り打ち込みます。これは、10cm分フィラメントを50mm/minの速度で送りだすためのコマンドです。
G1 E100 F50
先ほど12cmのところにしるしをつけましたので、2cm残して押し出されるはずです。誤差があれば修正します。
実際に試してみると、残りは19mmでしたので、補正します。
先ほどのページに計算ツールがありますので計算すると、410.89109とのことですので、丸めて411としました。

ターミナルから
M92 X100.00 Y100.00 Z400.00 E411
と打ち込みます。この後、Cubeをプリントします。
結果はこちらの通り。数値を測定しましたが、特に以前と変わりはありませんでした。私には気になるほどのたるみではありません。念のため、①、④でシームへの変化を見たいと思います。

で、プリントしてみましたが、差異がない、ということでここまでとします。いろいろやってみた割にはいまいちな結果になってしまいましたが、トライしたことと理解できたことがおおく、Torarinさんとiwaoさんに感謝!です。
また、後記を描くかもしれませんが、ここまでということで。
ちなみに、ノズルを交換したことでレイヤがずれることがなくなった気がします。ということで続行します。
右が以前使っていたもので、左が新しいノズルです。とはいえ一度試用していますのでフィラメントが詰まっています。が、旧ノズルは吐出口が〇ではないようです。
実は、Kaikaノズルを購入しました。実験対象として楽しみです!

この記事が気に入ったらサポートをしてみませんか?