
初めてのCNC その3

今回もFusion360でコースターを彫ります。
前回との違いはパスの設定方法です。
なんとな~くこうかな?っていう程度でできてたのですが、いざ細かい模様を彫ろうとするとぜんぜんパスができなくて試行錯誤してました。
お題はこちら

前回よりも、細かい模様になってます。
半円の幅が2mmです。文字はそれよりちょっと広いかな。
深さは1mmです。
さぁ、これでパスを作りましょう。
ここからがなかなかうまくいかない。そして割愛。
CNCには2Dと3Dがあって、その中にもいろいろなパターンがあります。
ものによって使い分けるそうです。
結果的にはふつーに2Dポケットになりました。(最初はぜんぜんだめだったので他のも全部試したけど結局これに戻った。)
まず最初がストックの設定です。ふつーは材料の全体の面を削ることはないはずなので、ストックの設定を「固定サイズ」にします。こうすると、最上面がトップにくる。モデル位置は中心のほうが使いやすいはず。
削るほうの材料にもセンターに目印をいれましょう。
次に、2Dポケット。
ビットは一番細いやつ。フラットの1.5mmを選ぶ。
原理的には1.5mm幅までいけますよね。でもなかなかうまくいかない。
削るスペックが同じなら1回で全部指定できますが、あえて文字部分と半月部分を二つ定義します。ポケットは底面をクリックするので割と選びやすい。接線をクリックするとわけのわからないことになるのでやりなおす。
次にパス。
仕上げしろのデフォ値はOFFにする。大きいモノならやったほうがよいかもしれないけどこのサイズでは意味がないと思う。
今回は深さが1mmなので、1回で彫り下げます。たぶん3mmぐらいまではいけそうな気がするけど、無理はしないようにしましょう。
実行中にモーターの回転数が低くならない程度にします。
最後にランプ。
これにかなりはまってしまった。
(ランプタイプを「切込み」にするとあっさり解決するので割愛)
らせんランプ直径というパラメータを小さくしないと狭い場所にビットが入ってくれない。その結果、パスがないというエラーになる。
今になってみれば、そりゃそうなんだが、解決するまで二日以上かかった。
思い込み等々が原因なんですが、バグってんじゃないの?というきもしないでもない。
とにかく、0.1mm にしたら邪魔にならない。
でも、これでシミュレーションするとランプがすんごい遅い。
ランプ角度を30°にしたら、すこっと入るようになった。
木工なのでここは緩くてよいと思う。
トリマー&手動でやるときは、むしろランプのほうが負荷がなく軽く入る。
そんなこんなで、できたパスがこれ。
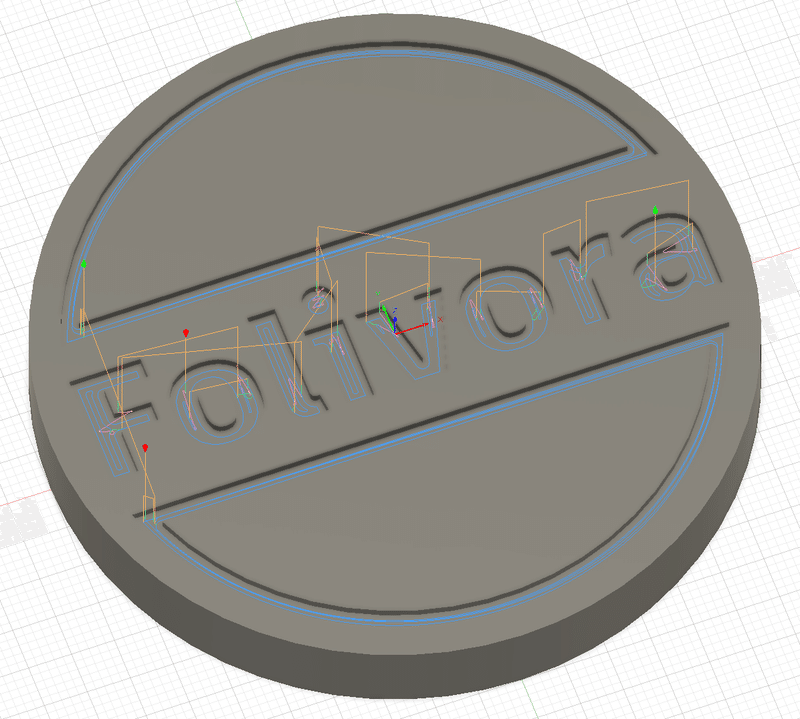
長い道のりだった。

これは彫った直後に木くずを払った状態です。
軽く紙やすりで削ります。#240~#400ぐらいでさらっと。
できあがったのが、タイトルの写真です。雑ですけど・・・使ってるとそのうちもっときれいになると思います。
Snapmaker 用にLubanというアプリがあるのですが、発展途上なので機能的には貧弱です。特にCNCはしょぼすぎます。
Fusion360でやると、ちゃんとビットが正面から見て左側を面に当てて削っるようにパスが生成されます。
CNCなら当たり前なんでしょうけども、よくできてますなぁ。
使い古しのコースターだったので、面が歪んでたり表面のニス?がなくなってたので仕上がりにムラがあるけど、新品だったらもっときれいに仕上がると思います。ニスをうすめてさらっと塗るのもよいと思う。
大量生産するときにはやってみよう。
ちなみに食器にも使えるニスはこちらだそうです。
https://www.washin-paint.co.jp/product/type/water-based/urethane-varnish
頑固一徹 油性派のおれにはちょっと抵抗があるけど、一度くらい使ってみよう。
木の皿やスプーンは使い続けると表面の塗膜が剥がれてくるのでこれで手入れするのもよいかな。
この記事が気に入ったらサポートをしてみませんか?