iSTC 社長コラム #3


日、満〇〇歳の誕生日を迎え、お昼休みに従業員のみんながサプライズでケーキとピザを用意しお祝いしてくれました!で、弊社の美人従業員3名と写真を撮ってみました(≧▽≦) 男性従業員を入れた写真は省略ww

ところで、明日3月26日(火)18:10-19:00 NHK 東海「まるっと!」のどこかで5分間ほど旭鉄工が取り上げられます!IoTでもAIスピーカーでもありません!自動車部品製造で培った技術を応用し、アイスクライミング界で最強の「アックス(斧)」を作ってワールドカップで活躍する門田ギハード選手に供給して上位を狙ってもらおうという「旭鉄工アックスプロジェクト」。日本人最上位の8位を獲得したというがニュースになります!
詳しくは弊社今井の記事を御覧ください!
【50円のセンサーとは?】
前回のコラム#2でパルスを出すのに光センサーかリードスイッチ(磁気センサー)を使うという話をしました。通常だと十数万円するPLC(Programmable Logic Controller)を購入して使うというところを秋月電子で50円で買える光センサーで済ませる、ということとそれによる経費節減額が億円単位に上る、というのがNewspicksでもバズったポイントなわけです。センサーに接続されるケーブルの加工費の方が高いですね。おそらく大手だとこのセンサーの信頼性がどうこうという話になって進まないと思います。弊社のシステムは設備を制御するわけではないのでセンサーが壊れても数値が見えなくなるだけで生産に支障が出るわけではないし、どうせ安いんだからセンサー新品に交換すれば済むよね、と割り切ってます。もっとも、光センサーもリードスイッチも油の多い厳しい環境で使用していますが壊れた事例はあまりありません。
【改善する目的】
弊社では「設備の時間当たり生産数を向上させることで設備投資と労務費を低減する」ことを目的として改善活動を行います。
時間当たり生産数を向上させると残業が減るのでその分労務費が低減できる、のは簡単に分かりますよね。設備投資の方ですが、過去の旭鉄工では残業や休日出勤でも作り切れない注文が予測された場合、それまで使っていた製造設備をコピーして増設するのが普通でした。しかし、設備投資に加え工場のスペースも必要ですし、ピーク生産時はいいとしても注文が減ってしまえば低負荷の(稼働時間の短い)設備が発生してしまいます。このような低負荷の設備があちこちにあり工場の収益性を下げていました。増設せずに改善活動により既存の設備の能力を上げて作り切ることができれば設備投資も不要ですし工場スペースも節減できます。やり切ることができれば非常に効果が大きい。収益に直結します。
【改善活動に必要な指標と変遷図】
先回回説明したように、弊社のシステムでは 生産個数、停止時刻・時間、サイクルタイム の3つを主に見える化しています。それは
生産数=(稼働時間ーΣ停止時間)÷サイクルタイム
の式で生産数が決まるため、生産数を上げようと思うと停止時間短縮もしくはサイクルタイム短縮が必要だからです。簡単な概念ですが他の会社のIoTモニタリングで同様の表示をしているものはありません。我々が実施しているような改善活動に使う想定をしていないからではないかと考えています。
さて、上記の関係を鑑み以下のような「変遷図」チャートを使用しています。

横軸にサイクルタイム(製品が出来てくる時間間隔)を取り、右が短いものとします。縦軸は可動率(べきどうりつ)といい、設備を動かしたい時に動く割合です。最大値は100%で、異常などで停止すると低下します。そうすると、図のように時間当たり生産数の斜めの等高線が引けます。生産数を増やすにはサイクルタイムを短縮しても良いし、可動率を上げる(停止を減らす)のどちらでも構いません。図では例えば改善前が40個/時だったとして、サイクルタイム短縮すると 生産数が増える=点が右側に移動 します。そこから可動率を上げる(停止を減らす)と点が上に移動します。この図の場合、それで70個/時の目標達成、となります。「変遷図」と呼ぶ理由はこの点が改善を開始してどのように動いたかを時系列で表示するからです。
【実際の改善例】

上の図は実際の改善事例です。初期160個/時が現状287個/時と80%アップという大きな改善効果を上げており、その間どういう変遷だったかが点で示されています。なお、サイクルタイムを改善したアイテムは34個で15.4秒→11.7秒に短縮、可動率を改善したアイテムは46個で67→95%です。可動率95%というのはかなり優れた値で、ここまで行くとほとんど止まらないという感覚になります。改善したアイテムの合計は80個にも上り、このくらい実施するのはかなりの改善経験が必要です。IoTを導入したから生産数が増えるわけではありません。データで示された事実に基づいて知恵を出し、改善にトライし結果を確認するというPDCAサイクルを何度も回して経験を積む必要があります。そういう意味ではIoT導入の部分に注力して時間を掛けるのではなく、さっさと導入して改善に注力するのが正しい姿です。なお、このラインはロボットを用いた自動ラインです。世間では「ロボット導入=生産向上」と認識されているようですが、ロボットメーカー任せではいけません。ロボットを導入+改善活動で更に大きな効果を出すことができます。
【全社での効果】
なお、この80%向上というのは弊社でもかなり大きな効果が出た事例ではありますが、決してチャンピオンデータとか特殊な例ではありません。50%アップというのは普通にあります。それが示されているのが次のグラフです。改善前後で時間当たりの生産数が何%上がったかを示す棒グラフです。

50%のところに達していれば元の1.5倍、100%であれば元の2倍の時間当たりの生産数となった、という意味になります。80ラインで平均34%アップ、21ラインでは元の50%以上アップしています。これは少し古いデータなので現在ではより多くのラインで生産性向上を実現しています。
【経理の数字にも表れた】
これがどのくらい会社経営に貢献したか、今回は労務費で見てみましょう。横軸に月間の売上高、縦軸に労務費を取ります。月によってばらつくので2015年から2019年度分まで散布図を書いて近似線を引きました。同じ売上高であれば下に行く方が良いです。2015年から年々下に移動=削減されていることが分かります。2015年と2019年を比べると近似線が2千万円分下に動いていますので年間2億円以上の労務費が節減されています。
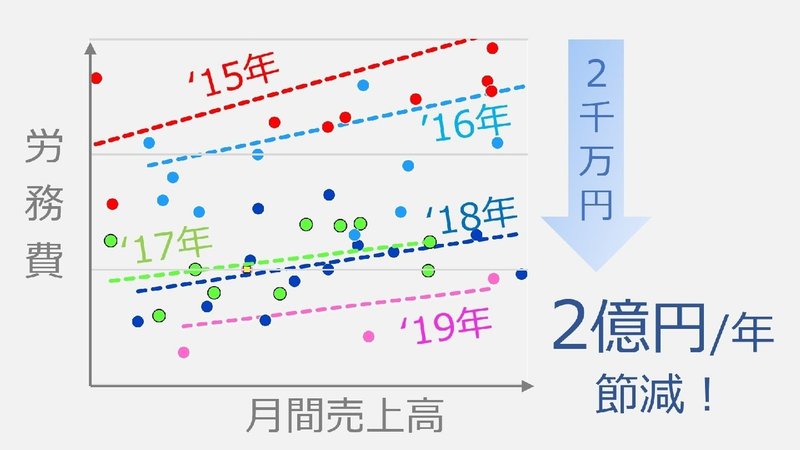
このように、製造IoTデータが改善に活用されることで経理の数字まで変わっています。これだけ明確に数値でIoTの経営へのインパクトが示されている事例は他に類を見ないと自負しています。
【4億円の設備投資は?】
前述の生産性向上により、今までだったら能力不足で増設していただろう設備投資も回避されその累積額がある時点で4億円でした。が、最近ではライン増設の設備投資は最初から避けるのが当たり前になってしまい表に出なくなったので現時点での累積額はよく分からなくなってしまいましたww 4億円超であることは間違いありません!
【収支フォロー会議】
月次決算の結果に基づき、「収支フォロー会議」が開催されます。各部の費目別の増減や改善の進捗状況、改善事例等が報告・共有されます。私が転籍してきた当時はただの「言い訳会議」に過ぎず、次のアクションにつながるものではなかったのですが、現在はPDCAサイクルの要として機能しており、「勘と経験に基づくどんぶり経営」が「データで示された現状に基づく未来志向の会議体」になっています。
【次回予告】
テーマ:見えない課題は解決できない
多くの製造現場は、思っている以上にラインが止まっており、サイクルタイムが正確に把握できていないという課題を抱えています。IoT化によりこの課題が明確化され改善につながるといったお話しをご紹介します。
この記事が気に入ったらサポートをしてみませんか?