
OM式型取り複製覚え書き その8 キャスト注型時の気泡対策

常圧注型では気泡が発生しやすく、なかなかゼロにするのは難しいのですが、少しでも減らす対策を考えていきます。
1. 気泡は2種類ある
・湯口などに問題があって発生する気泡
・空気中の水分とレジンが反応して発生する微細気泡
前提条件として気泡には二つのタイプがあります。対処方法は別になるので、要注意です。
2.湯口などに由来する気泡対策
このタイプの気泡は、粘土埋めするときに、パーツを斜め配置にするなどすればかなり防げます。型の善し悪しは、粘土埋めに決まると言っても過言ではないでしょう。
とはいえどうしても気泡が抜けにくい型になってしまうケースは多々あります。その場合の対処方法を知っているだけで、全然違ってくるはずです。
・ベビーパウダーまぶす
・メインランナーを太くして、湯口も増設
・漏斗で一気にキャスト注ぐ
・注型口にランナー押し込む
・注型後に振動あたえる
・突起状モールドには薄いゲート追加
・最終手段 抜けないパーツだけ型を作り直す
2-1 ベビーパウダーまぶす
かなり有名な技法ですが、指先や髪の毛など、流れにくく気泡が発生しやすい箇所に、あらかじめベビーパウダーまぶすのはかなり有効です。これでキャストがスムーズに流れます。
注意点としては、離型剤塗ってからすぐにはまぶさないこと。乾燥後にまぶしましょう。それとまぶしたら、はたくなどして大量の粉を残さないこと。
粉をまぶすのは100均の筆を使ってます。
あと季節商品ですので、夏場以外だと入手しにくかったりするので注意。あと湿気らないように、缶入りのものをお勧めします。シリカゲルを入れておくのも一つの手です。
2-2 メインランナーを太くして、湯口も増設
メインのランナーが細いと、当然流量が少なく気泡が発生しやすくなります。ランナー部分を追加で彫って、太くすることで改善する可能性大です。またパーツに接続するゲート部分を、より大きくするのもお勧めです。なおゲートや湯口の断面は、正方形よりも長方形のほうが加工しやすいです。
気泡が入ったパーツをよくチェックして、どこに気泡が入っているのかを確認します。その部分に湯口がないのであれば、湯口を追加で彫ります。すでに湯口があるのなら、より太く大きい湯口にします。
2-3 漏斗で一気にキャスト注ぐ
キャストを少しずつ注ぐより、一気に注ぐ工夫があればその分早く湯が周り、気泡を減らせることが出来ます。
100均のポリ漏斗を注型口にはめて、一気にキャスト注ぐのがお勧めです。あらじめ、メインのランナーを漏斗の差込部分より太くしておくといいでしょう。注意点としては、キャスト注ぎ終わったらすぐ抜くこと。硬化が始まってしまうと、外せなくなります。
また注型口を大きくするのも有効です。粘土埋めの段階で大きな注ぎ口を埋めておくのもお勧めです。
ちなみに私の場合はフィルムケースを開口した物をはめて、一気にキャスト注いでます。
2-4 注型口にランナー押し込む
キャスト注いでから、同径のランナーを注型口に押し込みます。当然湯口からキャストが溢れるわけですが、気泡も一緒に押し出す効果があります。結構強引な手段ですので、バリが増えますので注意を。
ちなみに注いだキャストが足りなかったときにも、使える手です。
2-5 注型後に振動あたえる
注型後に型を持ってトントン叩く。縦横斜めに傾けて叩くのが基本です。粘土埋めの段階で、パーツに気泡入れたくない面を揃えておいて、その面を下になるように斜めに傾けて叩くとなお良し。
ハンディマッサージ器使うのも有り。
また当て木していない場合は、気泡が入りやすそうな所を揉んで気泡押し出す手もあります。
2-6 突起状モールドには薄いゲート追加
パーツ上面に突起があると、どうしても湯口が配置しにくく気泡が入りがちです。このような部分には、粘土埋めの段階であらかじめ0.5mm程度のプラ板接着しておくのが有効です。0.5mm程度なら、気泡埋めるよりゲート処理する方がはるかに楽です。
ただ型が出来てから、このような問題に気付いたときは、デザインナイフで切り込み入れます。二度刃を入れてからピンセットで引き抜きます。できるだけ薄くなるように心がけると、完成見本製作時に楽になります。なお、オルファのノミ刃があると、このような部分の湯口カットに威力を発揮します。
また、該当部分に真鍮パイプを突き刺して穴空けるという手も。
2-7 最終手段 抜けないパーツだけ型を作り直す
色々手を尽くしても、それでも綺麗に抜けない場合、いっそのことそのぱーつだけ型を作り直すというのが、究極の最終手段です。
もちろん最低でも1日は余計に時間がかかりますので、スケジュールに余裕が無いときにはお勧めできません。
このようなケースも想定して、シリコン購入時に若干多く発注するのが大事です。
3. 微細気泡対策
空気中の湿気とキャストが反応して出来るのが、微細気泡です。ちなみに常圧注型の場合、微細気泡を完全に無くすのは難しいのですが、少しでも減らす工夫をするのが大事です。
・紙コップ割り箸不可
・除湿機をかける
・新鮮なキャストを使う
・古いキャストには脱水剤を使用する
・ポリビーカーにシリカゲルを仕込む
・キャスト缶のベロを拭っておく
・濁ったキャストは要注意
3-1 紙コップ割り箸不可
キャストの計量や攪拌に紙コップや割り箸を使うのは、避けましょう。紙や木に含まれる水分が、微細気泡の元になる可能性があります。
ポリビーカーやプラ製のヘラの使用を推奨します。
3-2 除湿機をかける
除湿機で作業スペースの湿度を下げるのが効果的です。特に夏場は有効、半日でバケツ一杯分くらい水が貯まるくらいです。
エアコンの除湿モード使う手も有り。
3-3 新鮮なキャストを使う
キャストは生ものです。なるべく新鮮な物を使うのが一番です。回転の早い店で入手するのをお勧めします。未開封でも、購入から時間が経ったものは劣化している可能性が大です。
開封したキャストも数日中に使い切るのが理想です。
どうしても使い切れなかった場合は、乾燥剤と一緒にして密閉できる容器に入れて保管することをお勧めします。
3-4 古いキャストには脱水剤を使用する
どうしても古いキャストを使う必要がある場合は、脱水剤(ベルグなどで入手可能)を使用すると少しは改善出来る可能性があります。
作業の半日ぐらい前に、A液に入れてから、缶振って攪拌します。時間が経つと、水分吸着した部分が沈殿するので、上澄みを使用します。
3-5 ポリビーカーにシリカゲルを仕込む
ポリビーカー内の湿度を下げるために、袋詰めのシリカゲル(お菓子によく同梱されているやつ)をビーカーに入れてます。一回目の注型後に、投入することで、ビーカー内に残ったキャストが硬化して固定出来ます。袋入りのシリカゲルは、シモジマ系列のお店などで入手可能。
他にもキャスト缶の中や、小分けした調味料入れの中にもシリカゲルいれてます。ぶっちゃけ、気休めかもしれないと思うことはありますが、少しでも微細気泡を減らすための一手だと信じてます。
3-6 キャスト缶のベロを拭っておく
キャスト缶のベロに残ったキャストが湿気を吸い、次回以降に影響を及ぼす可能性があります。注型後に要らない布などでぬぐっておきましょう。
3-7 濁ったキャストは要注意
劣化しているキャストを、混ぜると濁りがちです。このような状態だと、微細気泡が大量発生して、エアインチョコと言われるような複製品になります。このようなキャストは、量産に使う事をさけること。
ちなみに状態のいいキャストだと、混ぜたときに透き通ってます。
4. 気泡が入りにくい型設計が重要
ここまでは、いわば対処療法的なテクニックを書いてきましたが、気泡が入りにくい型設計を心がけるのが、最重要課題です。
・大きすぎず詰め込み過ぎない型
・細かいパーツは注型口近くに配置
・斜め配置
・気泡入れたくない面を揃えて粘土埋め
・適切な湯口配置と太いランナー

4-1 大きすぎず詰め込み過ぎない型
大きすぎる型だと、キャストが先端に回るまで時間がかかります。その分、気泡の抜けも悪くなりがちです。
パーツを詰め込み過ぎるのも問題です。気泡が入る部分に湯口を追加しにくくなってしまいます。
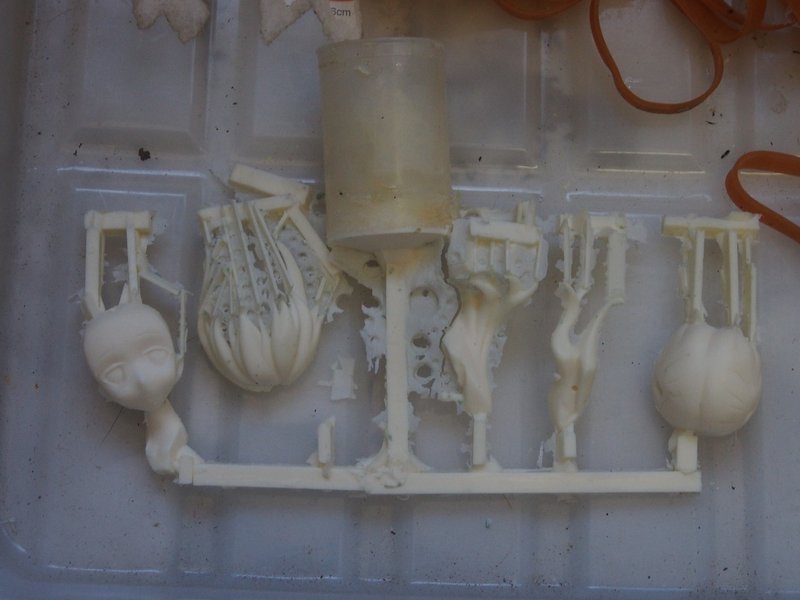
なお上の画像の型のサイズは、19×8×4.5cm、使用シリコンは900g。キャストの量は40gでした。
4-2 細かいパーツは注型口近くに配置
気泡が入りやすそうなパーツは、注型口に近い場所に配置します。割とシンプルで比較的抜けやすそうなパーツは、遠くても大丈夫です。上の画像の型だと、前髪とサイドテールパーツを中央寄りに、顔と後ろ髪パーツを外側に配置しているのは、そういう意図があるのです。
あと複数パーツの場合は、アンダーゲートの配置を逆T字配置にして中央に注型口を設定すること。こうすることで、流れやすい部分が2カ所できるわけです。L字配置のランナーは、どんどん外側になるにつれて流れが悪くなる配置です。L字配置はあまりお勧めしません。
4-3 斜め配置
パーツは斜め配置推奨です。特に気をつけたいのは、パーツの上辺と型の上端とが、平行にならないようすることです。
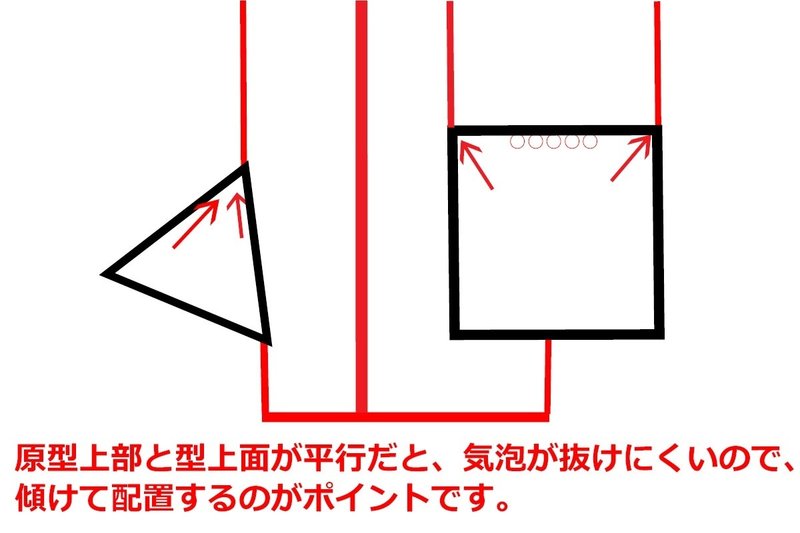
模式図の四角いパーツを少し傾けるだけで、気泡の抜けが変わってきます。
4-4 気泡入れたくない面を揃えて粘土埋め
原型パーツのモールドが細かく、気泡を入れたくない面が表になるように粘土埋めします。複数のパーツを粘土埋めするときは、全てのパーツで優先する面を揃えます。逆に粘土に埋まっている側の裏面は、多少の気泡が入っても目立たない、あるいは許容出来る面なわけです。
こうして表側の面を揃えて型を作れば、キャスト注型後に表面を下向きに傾けて型をトントン叩くことで、表側に気泡が入りにくくなります。
また、縦方向に傾けて粘土埋めするのもお勧めです。

頭部パーツの額側を少し浮かせる感じに傾けて粘土埋めしてます。顔パーツは鼻に気泡が残りやすいので要注意。
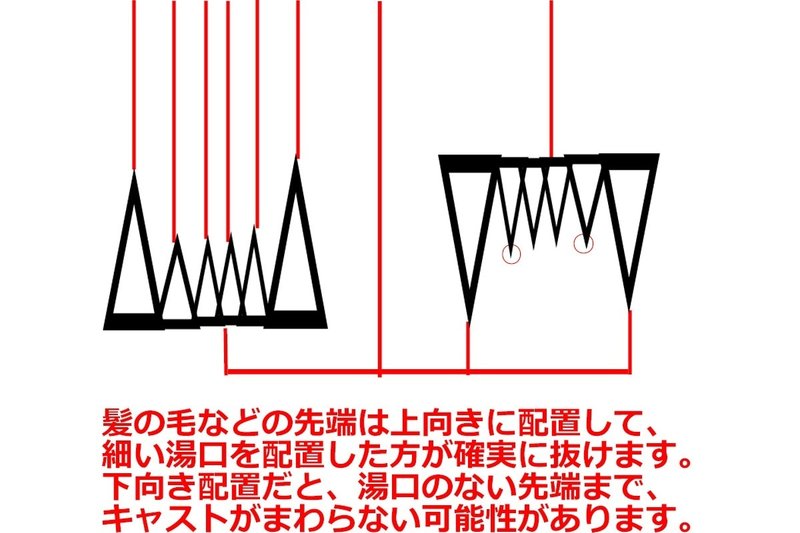
4-5 適切な湯口配置と太いランナー
前髪パーツに注目、髪の毛一本一本に0.5mm厚程度のプラ材で湯口配置してます。こうしてきっちり湯口を配置しておけば、だいたいは問題なくぬけるというのが私の経験則です。
注意したいのは、前髪パーツを上向きでなく下向きに配置するケース。一見湯口を少なく出来るように思えて、素晴らしい配置のように思えるのでしょうがお勧めしません。レジンキャストの比重は、1.2程度なので常圧だとキャストの自重で先端の空気を押し出す力が弱いです。結局湯口を追加する羽目になりがちです。
またランナーが太ければ太いほど、キャスト流量が大きくなり気泡が減らせます。上の型の場合だと、ランナーは5mmプラ角棒ですが、大きなパーツや大きい型の場合は5mm角棒二段重ねにしてます。
5. テストショットの結果
上の型のテストショットがこんな感じです。若干バリはあるものの、目立つ気泡は見当たりません。

前髪パーツもほぼ完璧。粘土埋めしたときにプラ材で前髪一本一本に湯口配置しておいたおかげで、目立つ気泡は見当たりません。
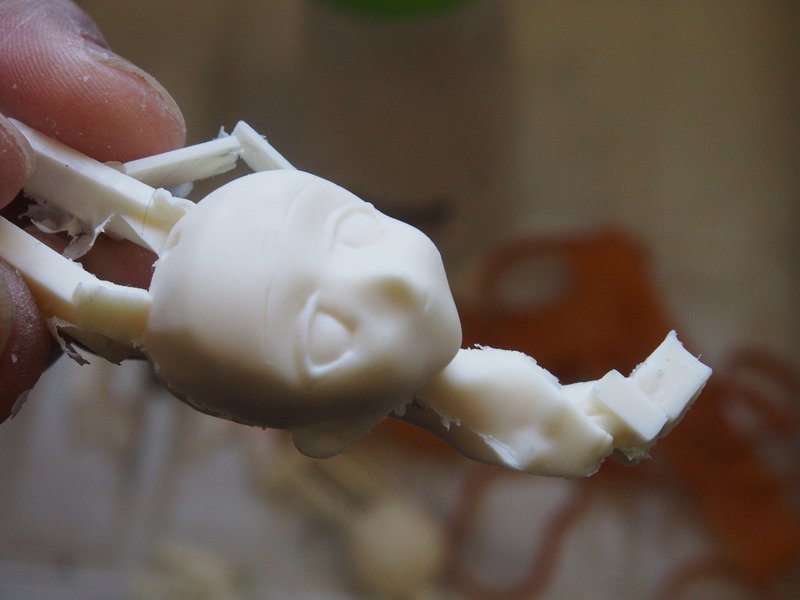
顔パーツも問題なし。気泡が入りがちな鼻や耳もちゃんと流れてます。
結論を言うと、通常の気泡を減らすのは型取りのセオリー通りに、きちんと粘土埋めするのが重要です。
微細気泡は、常圧注型でゼロにするにはなかなか難しいので、致し方ないところがあります。ここに挙げたポイント全て実行しても、発生してしまうものです。特に夏場の複製はぶっちゃけどうしようもありません。とはいうものの、せめてエアインチョコのような複製品にしないための努力と心がけは大切です。
この記事が気に入ったらサポートをしてみませんか?