[技術]表面処理のお話

ごきげんよう。お疲れ様です。(今日も時間に関係ないあいさつ)
母材の話は大体できたかなと思うので、次は表面処理の話をしようかなと思います。
材料って、強度を担保したり、形状のための加工性など非常に重要な役割を持っていますが、サビたりして劣化してしまうことがあります。
耐食性を付与したり、耐摩耗性を付与するのが表面処理です。よく聞くのは「めっき」ですね。めっきも含めて表面処理は大きく分けて3つあります。
めっき(鍍金)
アルマイト
塗装
まあ、細かいことを言うと、その他としてプラズマ処理などなどあるのですが、それは省略。以下にいろいろ記載していきます。
めっき 鍍金
めっきは日本語です。なのでここではひらがな表記を基本にします。なぜなら漢字が読めないから。カタカナでメッキというのもよく見ますが、ひらがなが正しいと思ってます。
無電解ニッケルめっき
鉄系材料の防錆処理として非常によく使います。見た目はニッケルの銀色なので美観に優れ、剥げにくく、均一に薄膜でめっきができ、膜厚調整も可能。無電解つまり電気を流すわけではないので、母材が金属以外でもめっき可能。
商品名のカニゼンめっきと呼ぶ人もいます。が、商標なので指定する場合は「無電解ニッケルメッキ」としましょう。日本カニゼンさんに依頼しないといけないですか?と問い合わせがきます。
電解ニッケルめっき
こちらの方が先に合ったニッケルメッキ。無電解のほうが有名になってしまったので、電解とつける必要がある。アイスコーヒーに対するホットコーヒーみたいな。
電解水溶液中で電気を使って金属を析出させる。母材は導体であることが必須。もちろんニッケルに限らず、いろんな金属でメッキすることが可能。
黒染め 四酸化三鉄被膜
鉄限定。鉄表面に黒サビを発生させ、それ以上内部にサビが進展しないようにする処理。安価で膜厚が薄いため、高精度部品に向く。ただし簡単にさびる。何もしてないよりはマシだが本当に簡易防錆。
硬質クロムめっき
非常に硬いクロムで表面をコートするめっき。傷がつきにくく表面が平滑になるのでピストンロッドなどに使用される。
硬いクロムめっきではあるが、母材が柔らかいと簡単に傷がつき、そこからパリパリとはがれてくる。いったんはがれると硬いクロムが摺動面に入り込みさらに傷を進展させる。使うときはとても気を付けましょう。
※焼き入れできないSUS304母材に対して、摺動するからって硬質クロムをかけた設計を見たことがある。摺動面がガリガリになっていました。まあそうよね。
三価クロメートめっき
従来よく使われていた六価クロムを含んだクロムめっきでは、環境負荷が大きいため、三価クロメートめっきが開発された。Rohs規制対応するためにはこちらを採用する必要がある。
金めっき、銀めっき、白金めっき
表面改質に使用される。よくあるのは電気接点として。酸化膜ができにくく、導体として安定している。
黒色クロムめっき
別名、黒クロ。珍しく黒色にするめっき。低温黒色クロムめっきというのもある。
レイデント(商標)
こちらも黒色にするめっき。艶消し状の仕上がりになり、光の反射防止、薄膜、はがれにくい、という話が公式HPに記載アリ。
ただしレイデント工業しかできない特殊処理のため、他社ではできない。レイデントと指定すると業者が限られる。
自分が出してる業者さんだけかもしれんけど、SS400+レイデントだとサビてる。S45C+レイデントだと、アルコールで拭いたら色が落ちる。本当にレイデント処理かどうかも含めて、あんまり信頼してない。
タフトライド(商標)
窒化処理で表面硬度をあげる処理。耐摩耗性が向上する。
らしいが、あんまり使ったことがない。じゃあ書くんじゃにゃーよ。
アルマイト
めっきとわざわざ項目分けてるくらいに違うもの。
アルマイトは、アルミ専用の表面処理で、めっきはほかの物質で表面コートするのに対して、アルマイトは母材を変質させて表面に析出させる点が異なる。日本語だと陽極酸化処理とかいうらしい。
アルミ表面を電気化学的に変化させ、酸化アルミニウム=アルミナの被膜を生成させる。このアルミナはヤスリにも使われるほど非常に硬い物質で、これで表面をコーティングできるので保護膜として機能する。また、すでに酸化しているため状態は安定している。酸化していることから見た目は金属に見えるが絶縁体であり、電気を通さない。
なので、アルマイトかかってるかわかんない物に対しては、電気抵抗を測ってやると簡易的に判別することができる。
アルマイト処理の際に、ハチの巣状の孔を有した層を作って、多孔質被膜を形成した後、封孔処理して耐食性を向上させる。
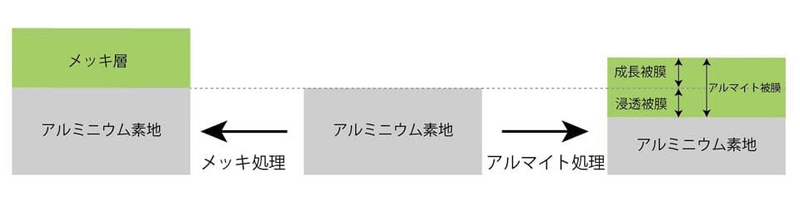
またメッキは製品の表面に順番に他の金属を乗せていくのに対し、アルマイトは元の製品の表面に成長被膜・下に浸透被膜を作り、上下に成長していきます。ですので、下へ成長する浸透被膜の分、製品は肉やせします。
で、下記のイラストの通り、アルミ後被膜は素地に浸透しつつ、成長もするので、大体アルミ素地に浸透した量の二倍の厚みになります。
これによりH7などの精度穴にアルマイト処理をすると穴径が微妙に変わってしまいます。なので、狙いより大きい穴をあけ、さらにアルマイト厚をコントロールするなど、加工屋さんとアルマイト屋さんの連携が必要になります。
白アルマイト
しろって言うけど、無色のアルマイトです。アルミ色がそのまま透けているため白と呼ばれます。厳密には白色ではなくアルミ色ですね。
カラーアルマイト
封孔処理の前にハチの巣状の孔に着色剤を入れて封孔することで、きれいな色付きなのに金属光沢をもつ表面が出来上がる。装飾性が高く、グリーン、レッド、ブルー、ゴールド、ブラックなど多様な着色が可能。
黒アルマイト
カラーアルマイトのうち、特に黒のことを指す。自分は反射防止でよく使う。素材が金属光沢に対して、黒色を乗せるので、カラーアルマイトよりも被膜を厚くする必要がある。薄いとアルミ素地が透けてしまう。
硬質アルマイト
通常のアルマイトよりも硬い被膜を生成させる処理。柔らかいアルミの特性をある程度カバーできる。
塗装
もうこれは防錆と装飾のため。めっきやアルマイトと異なり、厚みのコントロールがほとんどできません。薄いと防錆機能が減り、色が透けてしまうので装飾効果も落ちます。ただし色はたくさん作れるので、ほとんどなんでもできます。
ピンク色がいいとか、黄色と黒のストライプがいいとか、そういうのも可能です。
なんでもできるゆえに、色の再現性が難しく、違う時期に塗装したものを並べると、色味が違います。そういうもんです。
色の指定で、マンセル値とか、日塗工標準とか、RGBとかとかありますが、指定しても色合いに幅があり、一意に決まりません。
そもそもRGBは光の三原色なので塗装には使えませんですね。
よくあるのは、塗装屋さんに色見本を渡して、この色に合わせてください、と依頼します。色見本は、板材を既定の色に塗ったものです。
写真とか印刷ではだめです。撮影時の照明の色温度、モニタやプリンタがその色を再現しているかどうかはどうやって保証しますか?実物を渡す必要があります。
溶剤塗装
シンナーなどに顔料を混ぜた塗料を刷毛、スプレーで塗布し、シンナーが揮発することで顔料が定着する方式の塗装。シンナーの代わりに水を使うこともあるが乾燥が遅い。塗料の選択肢が多く安価。塗り方も自由度が高く、よく用いられる。
プラモデルの塗装などでも非常にメジャー。
有機溶剤が人体や環境に悪影響なので換気注意。
焼き付け塗装
自然乾燥でなくて加熱して揮発させる。被膜の密着性が高い。熱で硬化する塗料を用いると、硬い表面を作ることができる。
粉体塗装
粉体を表面に塗布した後、加熱など粉体を溶融させて被膜を形成する塗装方法。厚い安定した被膜が作れる。
おわりに
書くの飽きてきた。
めっきやアルマイトは、液体に付け込んで行うものが多いため、比較的小さい物に利用される。塗装は大きなものでも塗ること自体は可能であるため、特に大きな構造物は塗装が多い。車、電車、歩道橋、公園の遊具。ぜひとも身近なものを見ていただき、塗装だな、と思い出していただきたい。
ちょっとした知識があると、それだけで世界の解像度が上がることを実感していただきたい。
いじょ。
この記事が気に入ったらサポートをしてみませんか?