
3Dプリンタで名刺を作る実験 ~続編

3Dプリント師 東方さんライブのチャット欄で、第2弾を構想中とお伝えしました。スライサーの変な挙動も見つかりましたので、併せて記録に残します。
実験条件
目的:名刺作成
実験日:2022年2月5日
実験環境: 3Dプリンタ Prusa Mini+
ノズル:0.25mm
ノズル使用開始時期:2022年1月29日
フィラメント:overture PLA(白)
RepRapper PLA(白)
Prusament PLA(Ms. Pink)
RepRapper(黒)
ノズル温度:215℃
ノズルはこちらのを使用
フィラメントはこちら
Fusion360デザインでのポイント
Fusion360を使用してデザインしました。デザインのこだわりは、3色用いること、でした。
Layer1: 透かし模様
Layer2、3:ベース、黒
Layer4:中間層、白
Layer5:Top、映える色
今回のこだわりは、背面に模様を入れることです。Prusa Mini+を使用しており、マルチマテリアルユニットは使えませんので、一色での透かしデザインとなります。
名刺サイズは欧米サイズ(51mm*89mm)としました。大きいと名刺入れに入らず迷惑かもしれませんが、小さい分にはよいでしょう。Miniの最大印刷領域は180mm*180mmですので、このサイズであれば6枚同時にプリントできることとなります。
まだまだ詰めるべきことはありますが、とりあえずこれで量産したいと思います。最後にFusion360含めたデザインのリンクも張っておきますのでよろしければダウンロードしてお使いくださいませ。
Layer1~3
このような麻の葉模様をデザインしました。得意(これしか知らない)のパイプ(正方形)機能を使って。パイプ状の麻の葉でベースを切り取りました。
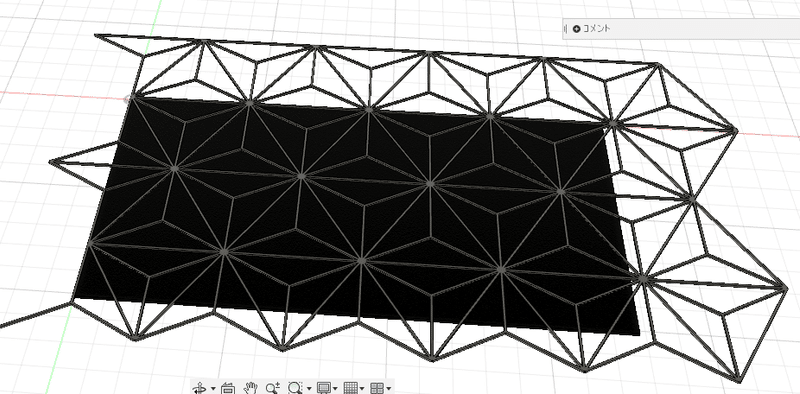
非常に細かいところでいうと、切り取る部分が名刺の端まで行くと端面で手に傷がつくかもしれないので、切り取る範囲を0.5mm控えました。

切り取った結果はこの通りです。切り取った部分が黒い線状の部分です。端も黒くなっていますが、実際には切り取られていません。
ベースの黒の部分は0.2mm(First Layer)+0.3mm(0.15mm*2)です。
なぜ、3層構造にしたかというと、0.15mmだと彫り込んだところが薄くなりすぎて透けてしまうためです。手間暇かかりますが、First Layerを白にして、2,3層目を黒にしてもよかったかもしれません。
実はスライスするとこんなことが起きています。第1層は先ほど示した透かし模様になります。
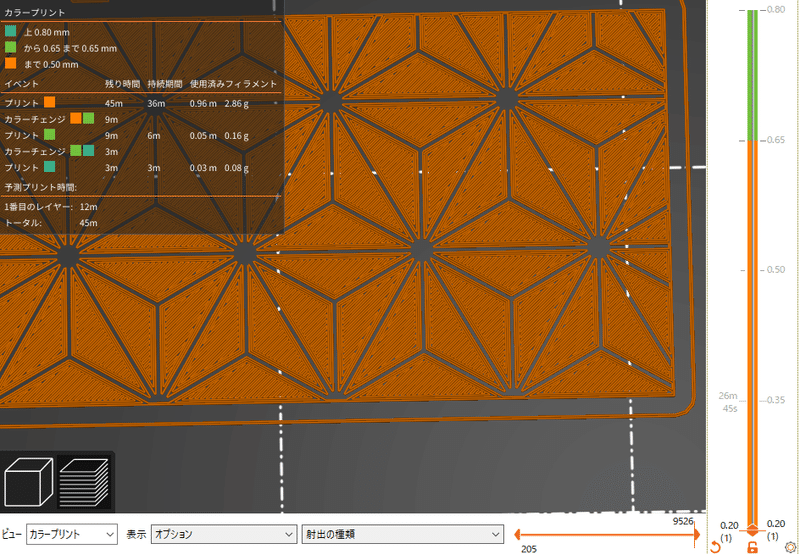
第1層で隙間があるのだと思いますが、第2層の一部がソリッドインフィル、後はブリッジインフィル扱いとなっています。
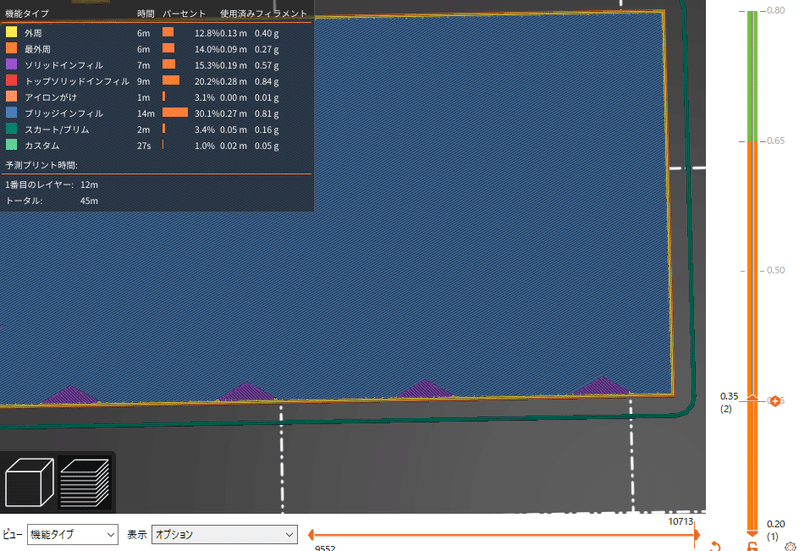
隙間部分は0.5mmですので、ブリッジではなくソリッドインフィルとして扱ってほしいのですが、勝手にこのような仕切りにされているのには閉口します。というのも、ブリッジとソリッドインフィルとでは設定が異なるからです。(ブリッジの射出幅などどのように設定するのかがわかりません)
Layer4
前回とほとんど変えていません。少し変えたのは、唐草模様の線の細さ。やはり勢いよい線(芸術ではこれが重要らしい。頭ではわかっているのですが)を描くには細いほうがよいかと思いました。

Layer5
こちらは、アイロニングしたことだけが違いです。
実験結果(最終のつもり)
最終形は、
Layer1~3(ベース):黒 0.7mm
Layer4(middle): 白 0.15mm
Layer5(Top):映える色 0.15mm
とし、5層でプリントできるようにしました。
前回同様、痰ツボ領域(フィラメント交換時に、ちょっとだけわざわざプリント領域に移動して、ペッとフィラメントをはくので、汚れてよい場所)を設けました。下図、プリントベッドの左上の領域です。
また、ノズルが細いため、プリントし始めの品質が安定しないため、保護シールドを2ループ追加しています。

プリント結果は以下の通りです。
写真ではわかりにくいのですが、白の色が薄い気がします。特に、QRコードの薄さが顕著です。こちらはRepRapper(白)です。

こちらはOverture PLAです。かすれているのも味だと思います。(制御できるとよいのですが)
ただし、早くプリントできるように設定をいじってしまった(Layer2 ブリッジ部の速度Up)ので、そのせいか、3層目(黒の表層)があれてしまっています。この1枚をプリントするために53分要する(+フィラメント交換の手間)ので、高速かつ高品質なプリントのための設定を詰める必要があります。

背面は以下の通りです。
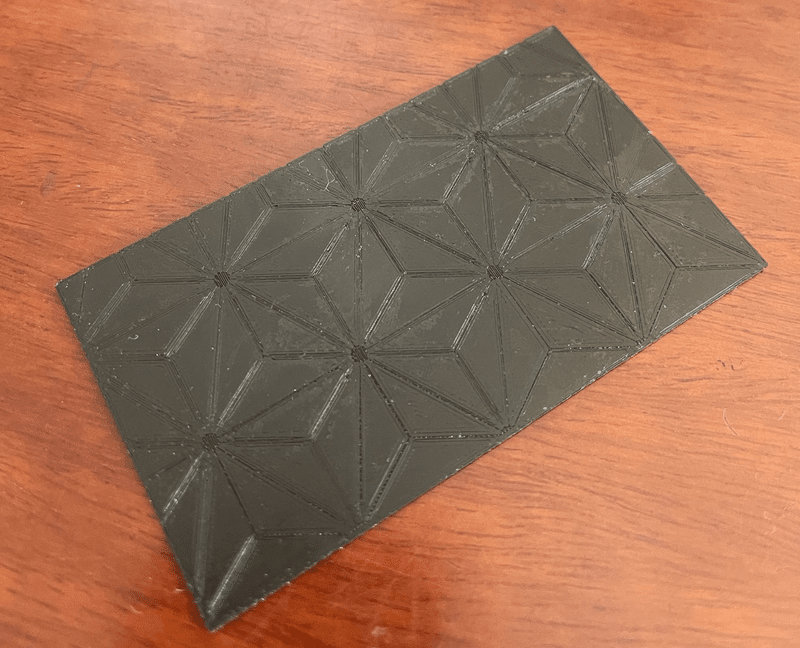
ということで、名刺づくりに挑戦してきました。
CADデータなど
初めに宣言した通り、Fusion360でのデザイン含め以下からダウンロードできますので、よろしければお試しください。
この記事が気に入ったらサポートをしてみませんか?