
クホリア会熱積層型プリンタのtipsまとめ

12/30 クホリア会でのtips走り書き(個人的に)
①印刷前の確認
まずはフィラメントの最適温度を知る。
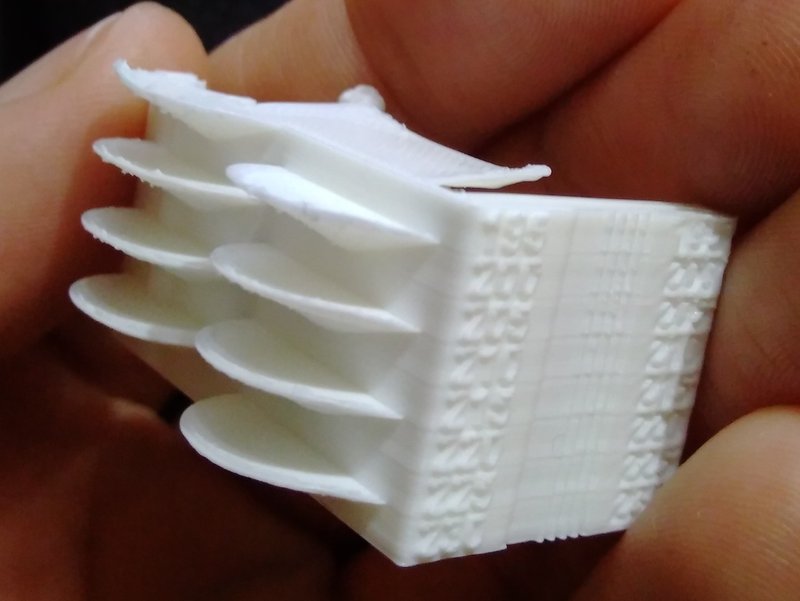
テストモデルを使って最適な温度(糸引きと逆バンクの荒れ)を出す。
クホリアはサンプルgcodeが付属しているので出力すると温度ごとの印刷特性が分かる。
安いフィラメントは径にばらつきがあるのでノギス等で計測し、フィラメントの量の微調整が必要なことも。
また、ロール(ロット)ごとに品質のばらつきもあるため、ロールごとに確認した方がよい。
巻きがもつれるときは先に必要な長さを引き出しておく。必要な長さはgcodeの最後に記載されている。
②サポート
サポートの少なくなる角度、形状を考える。
z方向には強いので縦長にするとよいかも。
モデルの設計時点で考慮してRをつけたり分割してサポートをなくす方向方が幸せを呼ぶ。
サポートも手動でつけた方が良い場合がある。
サポート面は平らにせず、見えない部分ならギザギザの山谷をつけてやると剥がしやすい。
③シーム(継ぎ目)
そもそもの原因が、印刷開始、印刷中、終了のタイミングでフィラメントの樹脂量が完全に一定にできないため。
速度を上げると目立つようになる。目立たない部分にシームを出すようにするか、速度を落とす。
内径から印刷すると最初の影響は目立たなくできる。
高さの違うモデルを同時に印刷すると低いモデルの印刷が終わった段階で樹脂量が変わるため印刷の品質に影響することも。
④速度
印刷を途切れさせない。ジャンプパスを作るとその間印刷していないので時間が余分にかかる。
内部サポートをモデリングして最小限にする。
kisslicer有料版だと少し早くなる(内部のサポートは2パスを太い1パスにしてくれたりするらしい)
理想はサポート無しが最も速い。最低面についてもスライサーではなく最小限のモデリングサポートを付けるとよい。
ABSは熱により膨張、収縮するのでPLAより高速化できず印刷時間は長くなる。
複数モデルより単一モデルの印刷の方がジャンプパスがないので印刷は早い。
また、複数出力する場合も印刷の品質に影響するため高さはそろえる。
⑤積層厚
積層厚はノズル径の半分が最大で、3分の1以下のほうがオーバーハングが綺麗になる。理想的な積層圧は0.04㎜~ノズル径の3分の一が目安。
0.3mm → 0.075mm~0.1mm
0.4mm → 0.1mm~0.2mm
0.04mm以下になると設定がシビアで、フィラメントの物理特性も変わってくるためおすすめできない。素直に光造形で。
ピッチを細かくしすぎると逆バンクに弱くなるため細かければよいものではない。
モデルの印刷向きを変えxy解像度で稼ぐ方がよい。
⑥ABSの反りと割れ
層同士が熱で溶かされたフィラメントでくっつく力>反る力
モデルの厚みを厚くするか、積層厚を薄くすると反りを改善できる。
⑦詰まり
フィラメントの成分がきれいに溶けずの残るが原因。
・高温のまま放置、
・高温でゆっくり印刷
・低温で早く印刷
すると詰まりやすい。たまに245度くらいにヘッドを温め、数センチフィラメントを押し出してやると不純物が取れる。
その時のにフィラメントがまっすぐ出ていない場合、径がノズルより太く出ている場合はヘッドの清掃か交換が必要
雑なまとめ
☆モデルを作る際に出力も視野にいれて作りこみ作業するのが幸せ。
☆積層ピッチはなんでも細かくすればよいものではない。
☆温度×ピッチ×モデルの最適化で最強です。
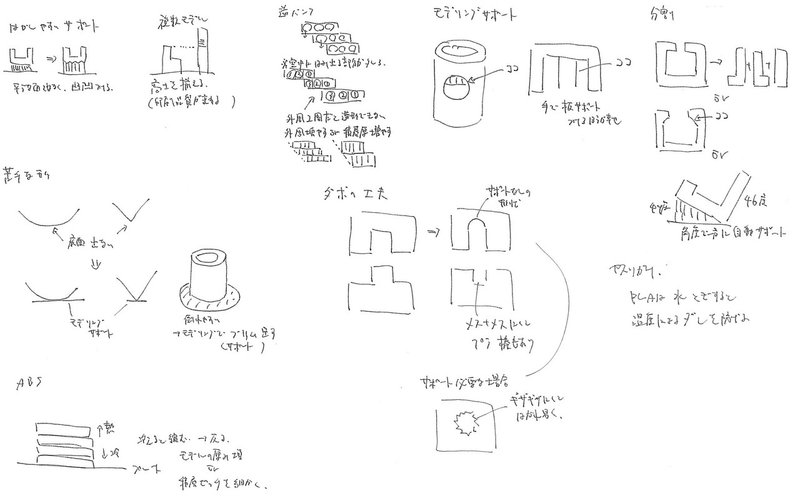
その他手書きですが主要なメモを張り付けておきます。
この記事が気に入ったらサポートをしてみませんか?