【振動】振動の測定方法について

皆さん、こんにちは。振動くんの独り言の投稿です。
振動測定を始められる方のために、測定前の一般的な注意事項をまとめてみましたので参考にして下さい。
回転する機器等は、その物体に触れる事で振動を感じることができますが、その振動がその物体にとって問題であるのか、問題でなのかの判断は殆どわかりません。そこで、計測器を用いて振動を測定し、振動値を定量して行きます。この時に使用されるのが振動計です。
振動値の良否はISO振動評価基準の投稿を参照して下さい。
1.振動を測る前に決めること
1.1 測る振動の種類を決める
図1は、機器の異常現象がどの振動数(周波数)範囲に現れるのかとその振動数を計測する場合に適した振動の種類(変位、速度、加速度)を示したものです。異常現象を表す振動数の範囲はそれぞれ異なりますので、その現象を捉えるための計測器の性能(仕様)を決定することが重要です。
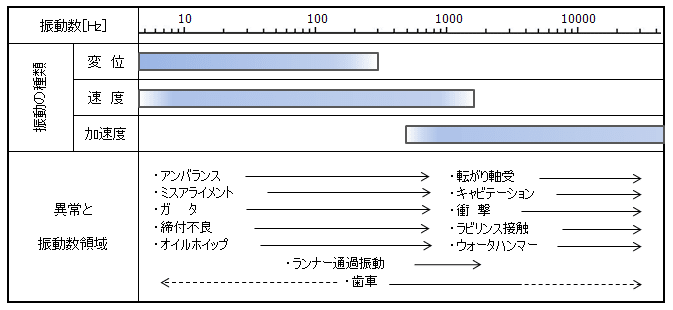
振動を測る前に、決めなくてはならない項目は、
・振動の変位なのか
・振動の速度なのか
・振動の加速度なのか
です。
一般的に普及している振動計には、上記の変位、速度、加速度が同時に計測される機能が既に備わっているものもありますが、備わっていないものもあります。振動のどの種類を計測するのか、目的を持って計測します。測定器は万能ではありません。
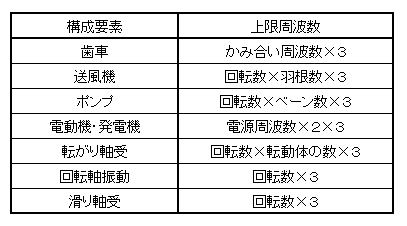
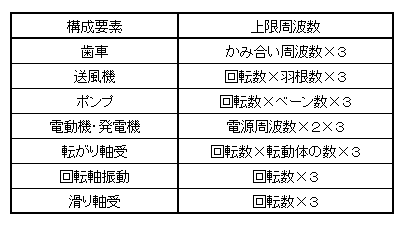
図2は、機器の構成要素の異常を検知するために必要な計測器の上限周波数範囲を示した図です。対象となる異常現象が何かによって、上限周波数範囲が異なってくることを示した図で、後述するサンプリング周波数の決定目安にもなります。
1.2 計測器の選び方
図3は振動計測器の一般的な計測ブロックを示しています。
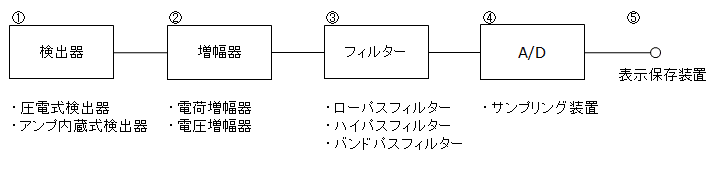
①は検出器で、加速度を測定する場合、圧電式加速度センサー、MEMS加速度センサー、アンプ内臓加速度センサー及びサーボセンサー等があります。圧電式加速度センサーを使用する場合は②の増幅器に電荷増幅器(チャージアンプ)等を使用する必要があります。
また、アンプ内臓式加速度センサーを使用する場合には、②の増幅器は不要ですがセンサーに必要な電源(定電流)を供給する装置が必要となります。
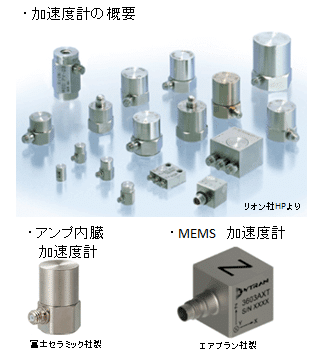
図4は加速度センサーの概要を表しています。センサーを選定する場合にはセンサーの仕様をカタログ等で十分に確認する様にして下さい。
サンプリング装置はIMV㈱製VM-0330/16Rです。
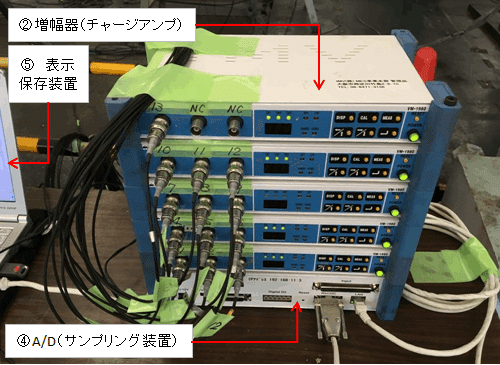
図5は測定器の概要を示した図で、増幅器等の構成を示しています。
②は増幅器で、電荷増幅器(チャージアンプ)や電圧増幅器等があります。
③はフィルターで、検出器から出力される信号に含まれる周波数を制限する装置(回路)です。ローパスフィルターは周波数の低い領域の信号(ロー)を通過させるフィルターと言う意味です。ハイパスフィルターは周波数の高い領域の信号(ハイ)を通過させるフィルターと言う意味です。バンドパスフィルターはローパスフィルターとハイパスフィルターを組合わせたものです。通常、③のフィルターは②増幅器の中に組み込まれています。
④はA/Dと呼ばれる装置で、アナログ・デジタルコンバータ(Analog to Digital Converter)です。通常計測される振動はアナログ信号です。このアナログ信号を周波数分析等に必要なデジタル信号に変換する装置です。一般的にサンプリング装置と呼ばれています。
⑤は振動波形を保存したり表示したりする装置です。一般的に収録装置(又は収録ソフト)と呼ばれています。
1.3 検出器の選び方
振動を測る場合、測る振動の種類によって検出器が異なります。図1を参照して下さい。
変位を測る場合には、サーボ式加速度センサーや非接触式変位計を用います。
速度を測る場合には、動電式センサー等を用います。
加速度を測る場合には、圧電式加速度センサーやアンプ内蔵式加速度センサーを用います。
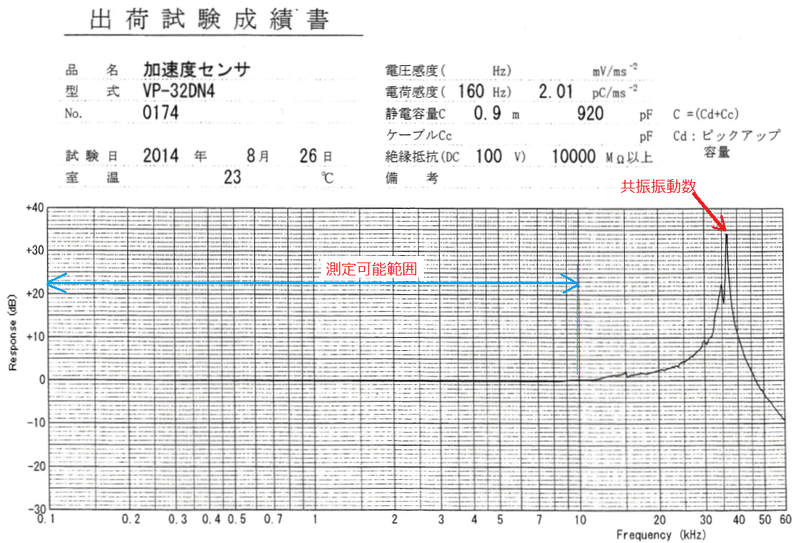
加速度を測る場合の検出器の選び方として、加速度センサーの一般的仕様書を基に説明します。図6は加速度センサーの一般的な仕様の例で、圧電式とアンプ内蔵式のセンサー例です。図7は加速度センサーの試験成績書の例です。
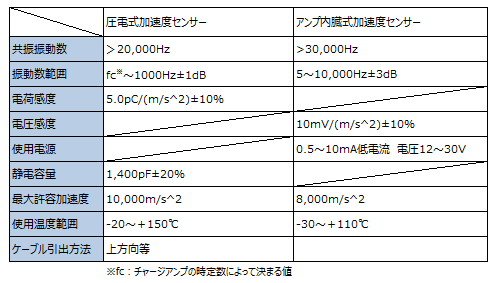
図6に記載されている共振振動数は図7の試験成績書の中のピークの位置を表しており、この検出器が持っている機械的な共振振動数です。
振動数範囲は、加速度センサーで計測できる振動数の範囲を示しています。
図7に示している測定可能範囲を表しています。
圧電式加速度計の感度は、通常電荷感度、pC/(m/s^2)で表されます。
アンプ内蔵式加速度計の感度は、電圧感度、mV/(m/s^2)で表されます。
最大許容加速度は、本加速度計が計測できる範囲の加速度ですが、現実的には増幅器の性能で制限されます。
使用温度範囲は、加速度計が使用できる範囲の温度です。この範囲を超えると検出器の仕様を満足することが出来なくなり、測定された信号(データ)も信頼性を失います。
検出器を選定する場合には、上記の内容を考慮し、図1に一致することが重要です。
2.検出器の取付方法
2.1 取付方法による共振周波数の変化
図8は、検出器の取付方法を説明した図です。
取付で一番確実な方法は、ネジによる固定ですが、その他の固定方法でも測定を行う事が可能です。しかしながら固定方法によって本来検出器が持っている共振振動数範囲が変化して、測定できる周波数範囲が制限されます。
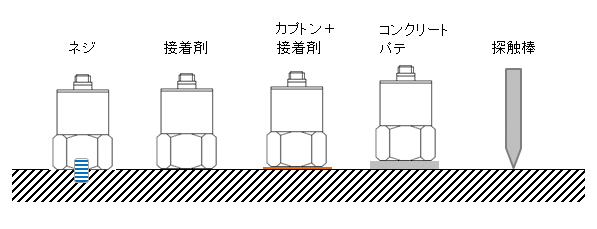
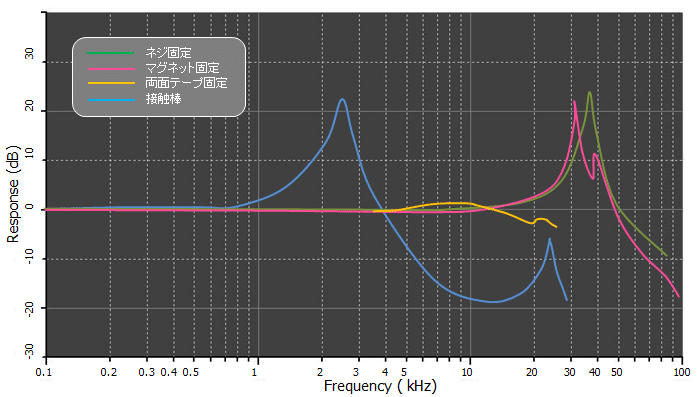
図9は、取付方法による共振振動数の変化を示しています。カプトン+接着剤固定やコンクリートパティ固定は、ほぼネジ固定と同じ特性を示します。
2.2 恒久的な取付方法
恒久的な取付方法としては、ネジ固定を推奨します。
ネジ固定の場合の注意点は、取付面の密着度と締め付けトルクです。
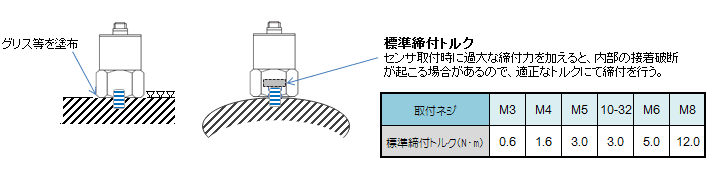
密着度を上げるために取付面は可能な限り平面(仕上記号▽▽▽以上)にしてください。また、取付ける前にグリス等を取付面に塗布すると密着度が増します。
締付けは規定のトルクで締付けます。過剰な力で締付けを行うとネジを壊したり、検出器内部の接合部を損傷し、ベース歪み等の原因にもなります。
2.3 一時的な取付方法
短時間の測定を行う一時的な固定には、接着剤や両面テープでの固定を推奨します。
また、測定部の平面が容易に確保できない場所への固定は、コンクリートパティを用いた固定を推奨します。
図11はセンサの固定に使用される接着剤等を表し、左からエポキシ接着剤(コンクリートパティ)、カプトンテープ(ポリイミドテープ)、瞬間接着剤及び取付部洗浄用のアセトンです。

カプトンテープは電気絶縁性が優れた接着テープです。計測時に振動体又は検出器に直接接着剤等を付着させたくない場合等に使用します。使用後は、綺麗に剥がせることができ、また相手にも接着剤等は残りません。ただし高価なものですので普通の養生テープ感覚で使用する事はお勧めしません。
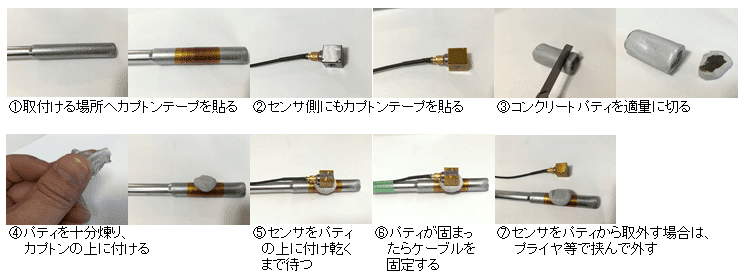
図12は、センサの取付面が平面でない場合の固定方法です。
注意する点は、パティの種類、切った後、煉った後の処理です。
ここで紹介しているコンクリートパティは、2種類の化学物質で出来ており、金太郎飴みたいな構造になっています。使用する前に適量をカーター等で切断しますが、切断した後はカッターの刃先を注意深く拭き、パティを切口から拭きとって下さい。そのままにしておくと刃が切れなくなります。
コンクリートパティは煉り始めてから化学反応が始まりある一定時間で熱くなり、その後硬化を始めます。パティの種類により硬化時間が異なります。推奨しているリペアパティのPTY-201は煉り始めてから約1~2分で熱くなり、5分~10分で固まります。型式によっては硬化時間が1時間のものもありますので注意して下さい。作業性の良いパティを選択することが重要です。水中でも使用可能です。
パティは指先で煉りますが、煉った後は濡れティッシュ等で指先からパティを取除いてください。そのままの指先で装置やコネクタ等を触るとパティが付着し、汚してしまいます。(指先に付いたパティは1日くらいで綺麗に取れて行きます。)
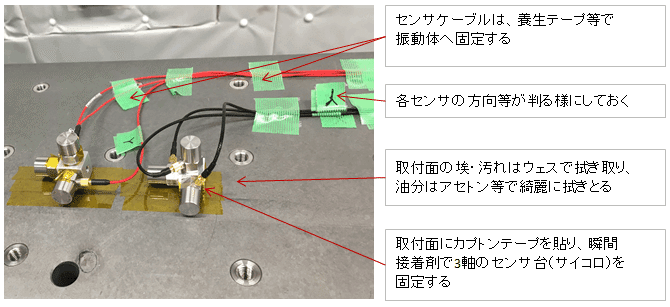
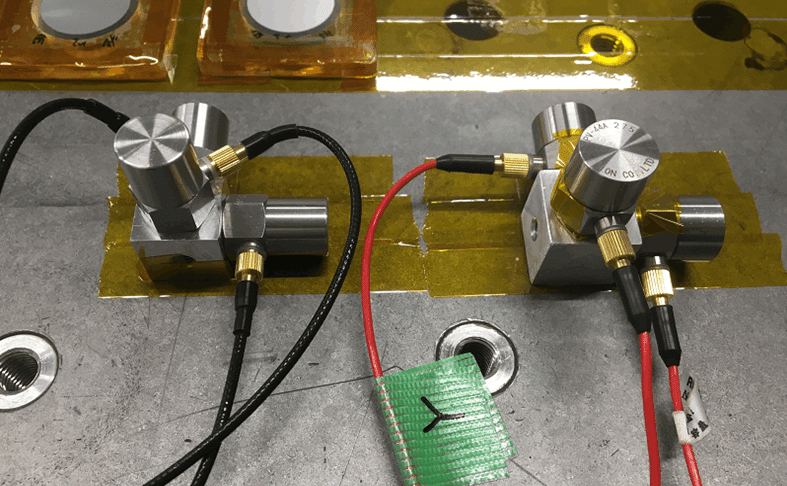
2.4 取付場所と方向は必ずメモをとっておく
図13はセンサーの固定例を示していますが、振動体のどの位置にセンサーが固定されたのか、またどの方向にどのセンサーが向いているかを正しく記録する様にして下さい。図は1方向の加速度センサー3個をサイコロと言う冶具(アルミ製立方体冶具)にネジやカプトン、接着剤等で固定して3軸方向の加速度センサーを構成した例です。2軸の構成もこの方法で行います。
3.サンプリング周波数の決定
3.1 サンプリング周波数とサンプリングの定理
振動を計測される方は、是非この理論は理解してから計測して下さい。
図14は、サンプリング周波数とサンプリング定理を説明した図です。サンプリング周波数とは、1秒間のアナログ信号(加速度信号等)を何個のデジタル信号(量子化とも言います)に変換するかの個数を表しています。サンプリング周波数が4096とは、1秒間のアナログ信号を4096個のデジタルデータに変換することです。(1秒間の変換個数という意味でサンプリング周波数と呼ばれています)
サンプリング周波数は通常、2の階乗(512,1024,2048,4096,8192・・等で表されます。)
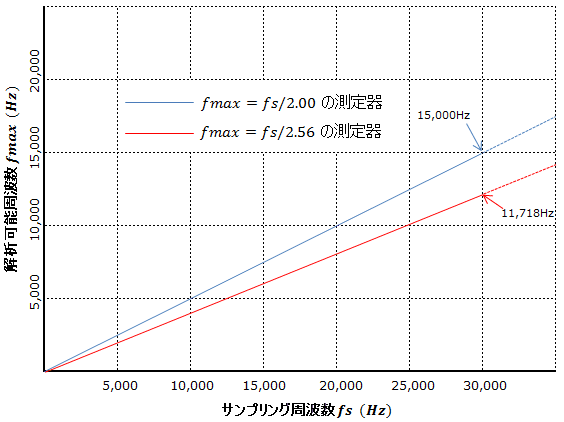
サンプリング定理とは、サンプリング周波数に対して解析できる最大周波数(fmax:Hz)を表す定理です。解析できる最大周波数fmaxは、通常サンプリング周波数の2分の1か2.56分の1で、測定器によって異なります。(一般的には2.56分の1です)
3.2 測定する対象が明確な場合
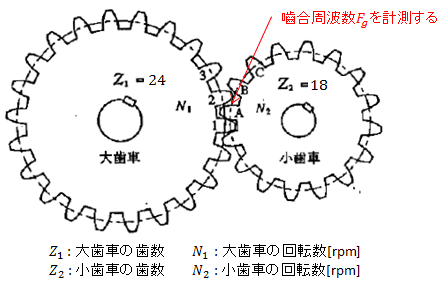
測定対象が歯車の噛合周波数である場合の例で説明します。
図15は歯車の噛合いを示した図ですが、ここで大歯車の回転数を1800rpm、歯数を24、小歯車の歯数を18とすると、噛合い周波数Fg[Hz]は、
Fg=1800(rpm)/60×24=720Hz
となります。(因みに小歯車の回転数は、2400rpmです)
この噛合い周波数を計測する場合、図2より噛合い周波数の3倍ですので、サンプリング周波数は、720Hz×3=2160Hz以上のサンプリングで行う必要があります。(一番近いのはサンプリング4096です)
3.3 測定する対象が明確でない場合
測定する対象が明確でない場合はサンプリング装置の最大能力で一度計測します。そのあと周波数解析等を行い、対象となる周波数がどの周波数帯に現れるのかを確認し、その周波数の3倍程度のサンプリング周波数に下げて行く方法を推奨します。
4.同時サンプリングとマルチサンプリング
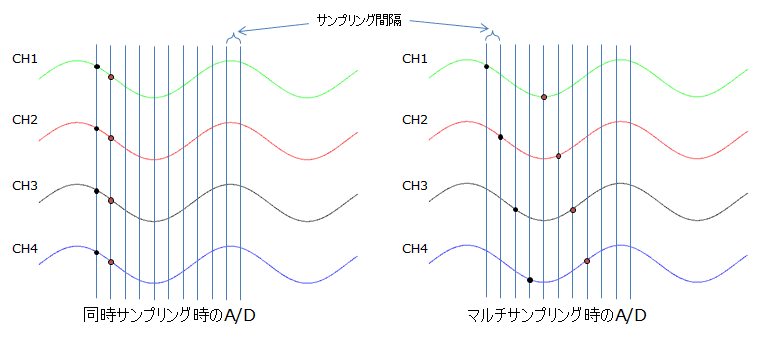
図16は同時サンプリングとマルチサンプリングの違いを4CH(Channel;チャンネル)のアナログ信号を例に説明しています。
同時サンプリング装置では、4CHの信号は同じ時刻にサンプリング(量子化:図の中のアナログ信号とサンプリング間隔の交点部分の●印部分)されて保存されますが、マルチサンプリング装置では、1CHから2CHの間で時間差をもって保存されます。この時間差はサンプリング周波数Fs分の1(1/Fs)秒です。2CHから3CHの間、3CHから4CHの間もこの時間差は発生します。
計測した波形を観測したり、大きさを比較する目的であればマルチサンプリングでも構いませんが、CH間の伝達率や位相を重要視するモーダル解析等を行う場合は必ず同時サンプリング装置を使用する様にして下さい。(モーダル解析については別の機会に説明したいと思います)
本日の投稿は以上です。長時間お付合い頂きありがとうございました。
ご質問やご意見がありましたら遠慮なくコメント頂けたら可能な限りお答えします。
この記事が気に入ったらサポートをしてみませんか?