
EIJIの服ができるまで

5月の半ばの夏を思い出すある日、産地の学校の通年講座「服ができるまで」第2回が行われました。今回は、大阪よりTシャツブランドEIJIの三木さんにお越しいただきました。
「普段はEIJIのTシャツや工場にフォーカスして話を聞かれることがないので、慣れてないんですよ。」と言いながらも、全く緊張を感じさせない講師の三木さん。大学卒業後、10年弱海外で働き、5年前に家業である三恵メリヤス株式会社に入りました。

三恵メリヤス株式会社は、1926年に三木さんのひいおじいさんが始めた縫製工場です。創業当初は軍の肌着をつくっていました。戦後、体操着・スウェットなどをつくり始め、現在は体操着などに加えてヴィンテージの復刻も行ないます。
縫製工場の形態としては珍しいことに、依頼者側からの生地の持ち込みは普段はあまり行なわず、生地を企画する段階から担います。つまり、紡績工場、丸編み工場、染色工場、加工工場など様々な工場とやりとりを行ないます。
三恵メリヤス株式会社のある大阪は、繊維企業の事業者数が日本1,2位を争う繊維産地です。泉州と聞くと、タオルや寝具の「織物」のイメージが強いですが、実はTシャツも多いんですよ、とご説明いただきました。最終消費地が大阪であるため、丸編み・カットソーの生地の産地である和歌山から生地が届き、大阪にて縫製・仕上げを行い、販売するという流れが昔からあったからだそうです。
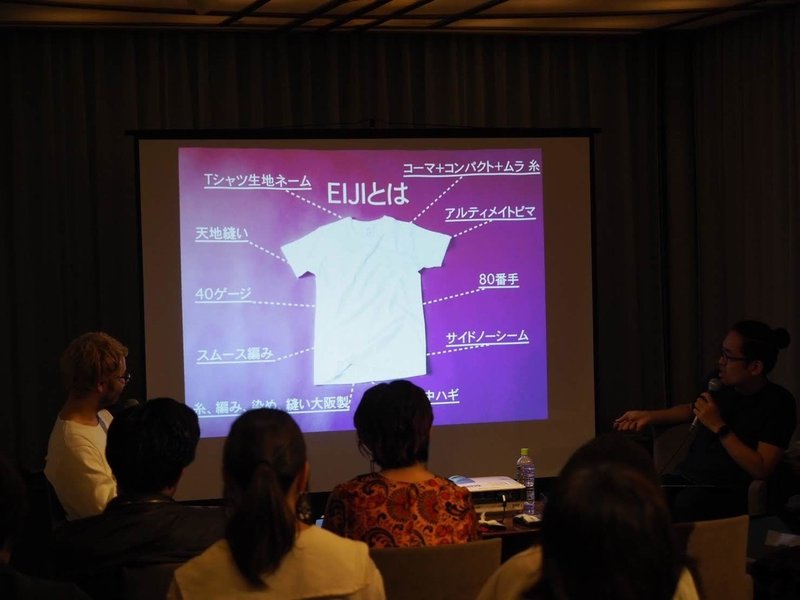
三恵メリヤス株式会社と三木さんについての知識を入れて、本題のEIJIのTシャツができるまでを探ります。「この工場をこのままトレースしたら、EIJIっぽいTシャツができると思います。」とEIJIの各工程を担う工場を紹介していただきました。
「今現在、日本の国内に残っている工場は、それぞれ皆さん強みを持っています。いい工場さんばかりです。だけど、工場は、オールマイティではありません。僕たち三恵メリヤスも布帛(ふはく)の生地は縫えません。でもそれは、カットソーの生地に特化していると思ってください。」
アパレル・企画の人が求めるものを作るために、パーツの一つとして、ピタッとはまるならばぜひ工場を・・・と謙虚にお話します。
三木さんのTシャツづくりは、「本当にいいTシャツって何だろう?」というところから始まります。そして、目指すゴールは「これが最後のTシャツだ」と選んでもらうこと。Tシャツは、世の中にありすぎて買うたびに悩む。だけど、これを買えば間違いないと、もう悩む必要はないと思われるTシャツを作りたいんです、と想いを教えていただきました。

まずは、素材を選びます。
EIJIで使用するのは「アルティメイトピマ」というオーガニックコットン。
今回は、綿の種類のうち「メンフィス綿」と「アルティメイトピマ」という毛足の長さの異なる2種の原綿を用意していただきました。毛足の長いものの良さは、光沢があること、細い糸が作れること。私たちが糸を触る間に説明いただきました。
オーガニックコットンというと地球のことを考える、というイメージがありますが、三木さん曰く、オーガニックコットンにはそれとは違う魅力もあるそうです。
普通、コットンの栽培をする際には畑単位で枯葉剤を使用します。ただ、植物なので同じ日、同じタイミングで最高の状態になっているわけではありません。綿も同じで、まだまだ蕾のものもあれば、熟しているものもあります。しかしオーガニックコットンは成長しきった「完熟綿」を選んで取る。成長しきってから取るため、ハリがあったり、コシがあったりする。三木さんがオーガニックにこだわったのはこれが理由です。
次に、生地開発です。生地開発の要素には、糸の太さ、糸の撚り、編み方、目の詰まり方、と選択肢が沢山あります。
三木さんは、糸の太さ、編みの組織もできる限り実際に試してみたいと、無いものは試編を行ないながら1番納得がいくものを探します。選んだのは、80番手、32ゲージの「スムース」。単純に肌に触れる部分、生地でいう裏側が気持ちいい方がいい!と思い「スムース」という組織を選択。初めは、Tシャツで「スムース」の組織だと「肌着だ」という声も多かったそうです。
開発を経て、EIJIの第1号が完成します。

しかし、出来上がったのは想像していたよりも普通のTシャツ。
三木さんは、これでは「最後のTシャツ」には選ばれないと考えます。もっと素材の良さが一目見てはっきりとわかる生地を作りたい。透け感の無い生地を作りたい。
そこで、一緒にものづくりを行う紡績工場と、編み工場に相談へ行くと、紡績工場から「コンパクトがある」と教えてもらいます。三恵メリヤス株式会社は、この紡績工場と長年取引をされていましたが、この時初めて知ったそうです。
コンパクトとは、紡績技術の1つ。糸の毛羽を内側に巻き込み少なくする技術です。糸の毛羽を少なくする技術は、毛羽を薬品で溶かしたり、焼く方法もありますが、糸が痩せてしまったり、使ううちに表情が変わるなどの欠点もあります。コンパクトなら糸の良さをさらに引き出せると、工程を1つ増やすことを決めました。
さらに、透け感が気になることを相談した編み工場では、今は稼働していない「40ゲージの機械」について教えてもらいます。
ゲージとは、編み物の密度を表す単位です。数が多くなるほど密度が高くなります。32ゲージより40ゲージの方が目が詰まり、生地の密度が高くなるため透け感が薄くなります。
しかし、稼働していない機械をセッティングし、稼働させるということには労力もコストもかかります。同じ、工場という立場である三木さんは、このかかる労力とコストについて考え、お願いするか悩みました。悩んだ末、大阪で無いものを作るために必要な工程です、と伝えると、編み工場は三木さんの熱意に共感し協力してくれました。
三木さんはこの時に、EIJIが担う責任を強く感じたそうです。
様々な工場の協力のもと、生地開発がどんどん進みます。

特徴は、もちろん縫製にもあります。
カットソーの縫製によく使われる「2本針」と「天地縫い(1本巻き縫い)」について教えていただきました。
恐らく多くの方に馴染みがあるのは「2本針」です。2列に並ぶステッチの見た目が可愛いく、縫製する人も縫いやすい良さがあります。
一方「天地縫い」とは、昔の肌着によく使われている縫製方法です。2本針と比べると、縫うのが難しい。しかし、もし縫製の糸が切れたとしても巻き縫いしているためほつれ無いこと、2本針と比べると伸びがあるところが良さです。
どちらにもそれぞれ良さがありますが、長く着てもらうために三木さんは「天地縫い」を選びます。今は希少価値の高い「天地縫い」を選択できたのは、三恵メリヤス株式会社の縫製技術の高さのおかげでした。

頭の中にある作りたいTシャツを目指し、しかしスムーズにはいかず、構想から試行錯誤を繰り返した期間は約2年半。一つのドラマを見るような講義でした。講義を聞いて、進行を行う産地の学校事務局の宮浦の「生産背景がデザインですね。」という一言に妙に納得してしまいました。
講義では、他にも書ききれない三木さんのこだわりのお話がありました。
その一つは、製品につく「タグ」にも表れています。三木さんから「タグにも愛着があるので良く見てくださいね。」とメッセージをいただきました。是非どこかでEIJIを見つけたら、手にとってみてください。
三木さん、貴重な講義をありがとうございました。
次回はKNITOLOGYさんに「ワークコートができるまで」のお話をうかがいます。
末安
この記事が気に入ったらサポートをしてみませんか?