3Dプリンタヘッドの設計 2/4【基本設計】
Part1で全体の方針を決めたので、プリントヘッドの設計をしていく。
※Part 1 https://note.com/hexcapbolt/n/n0b54ff1cb7d1
コンセプト◆全体目標
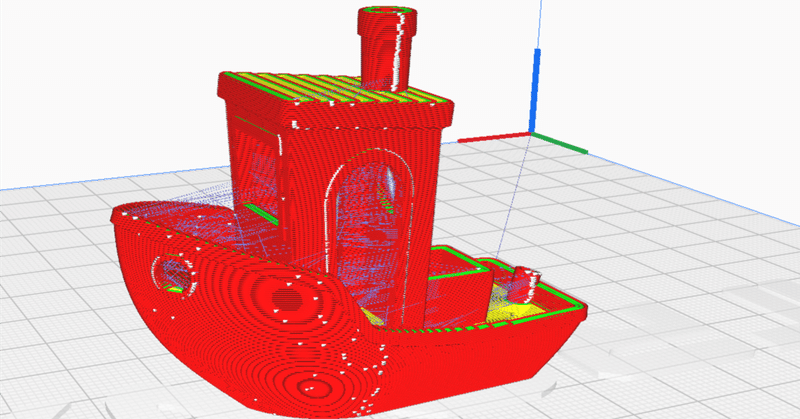
250mm/s、25,000mm/s2 で3D Benchy 10分切り
◆プリントヘッド設計コンセプト
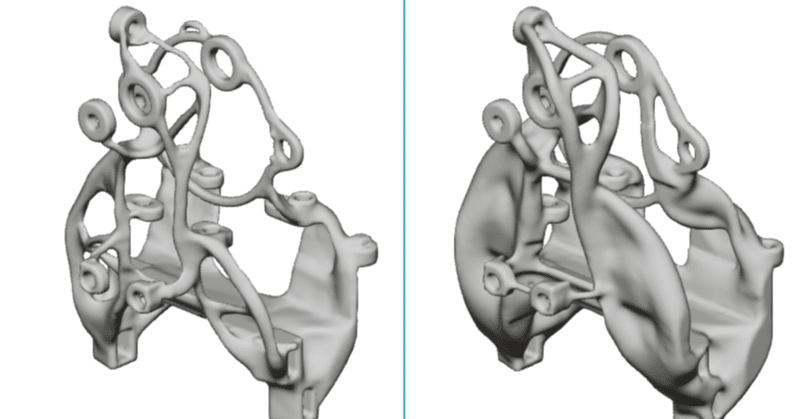
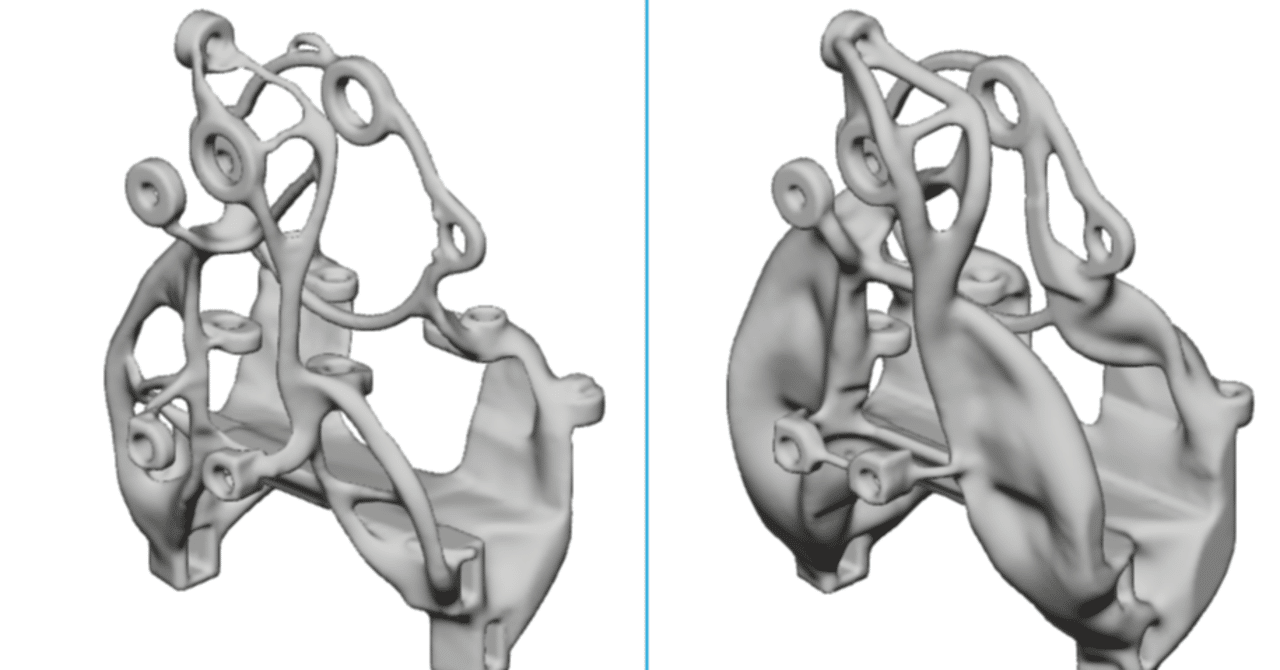
軽量・低慣性モーメントと高剛性の両立
高速稼働させるにあたって、軽量であることは重要だ。一方で剛性不足や振動の増加によってヘッド位置精度が落ちることが考えられる。なので低慣性